Digital Transformation and Manufacturing
In part 1 of this 4-part series on Digital Transformation (DX) we discussed what DX is, the benefits, the 4 types of digital transformation and why organizations struggle to implement new technologies. In the next 3 posts, we’ll look at how digital transformation is impacting different industries and the security challenges the transformation has created for IT security teams. Let’s start with the manufacturing industry.
The impact that digital transformation in manufacturing has on businesses, their suppliers, customers, and other third parties is staggering. Whether organizations sell precision machinery or construction material eCommerce, there’s many ways technology can help organizations. Digital technologies help manufacturers improve operational efficiencies and optimize different business areas, from product development to the supply chain.
Advanced manufacturing technologies have numerous advantages, such as helping companies unlock digital business models, adapt to changes faster, or even anticipate changes before they occur – all crucially important to manufacturing. It’s not surprising that IDC expects that by the end of 2022, 50% of all manufacturers will be invested in improved resilience, data analytics, and artificial intelligence to drive smart manufacturing.
Digital transformation in manufacturing means enhancing traditional manufacturing processes, products, and workforce with digital technologies, such as automation software, eCommerce, sensors, industrial robots, and more.
The goal of digital transformation in manufacturing is to:
The state of manufacturing is constantly changing due to volatility in global, economic, and policy landscapes. Not to mention, many manufacturing businesses were severely hit by the pandemic and needed to adapt quickly to stay afloat.
Outside of these changes, we’re seeing many technological advancements promising to disrupt the sector. Greater network capabilities of 5G, the integration of IoT, Industry 4.0, machine learning, and data-driven predictive analytics all impact manufacturing. Digital transformation has brought about a new concept of smart factories, driven by enhanced efficiency and sustainability.
Creating the “Smart Factory” and the Fourth Industrial Revolution
The Fourth Industrial Revolution (or Industry 4.0 for short) has begun. The steam engine, conveyor belt, electronics and IT are now being followed by smart, connected systems. Gartner suggests “The Smart Factory is a concept used to describe the application of different combinations of modern technologies to create a hyperflexible, self-adapting manufacturing capability.” To be clear, smart factories are a synonym of the Industrial Revolution 4.0 and are an opportunity to create new forms of efficiency and flexibility by connecting different processes, information streams and stakeholders (frontline workers, planners, etc.) in a streamlined fashion. Smart factory initiatives might also be referred to as “digital factory” or “intelligent factory.”
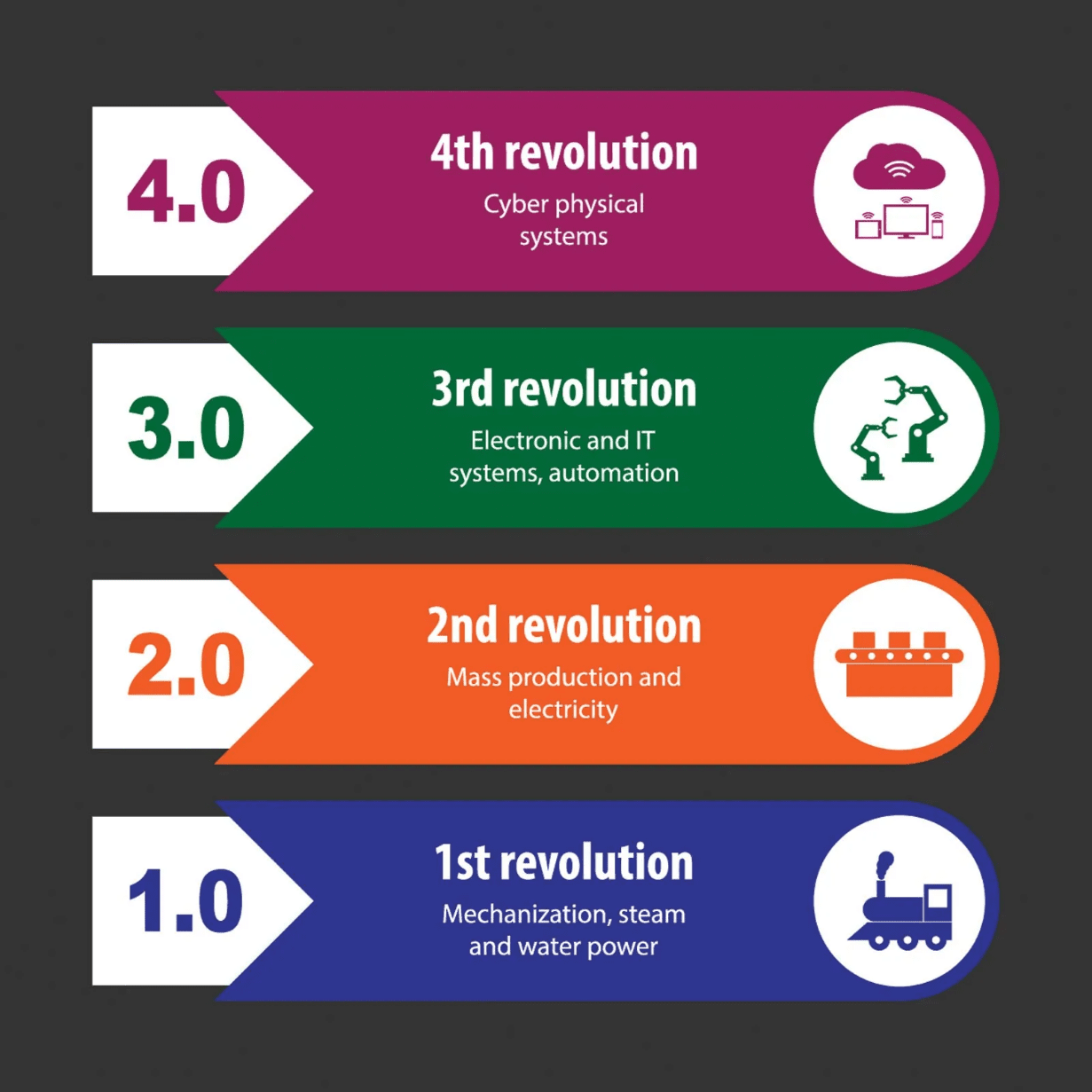
Smart Factories and the Industrial Revolution 4.0 is the fourth Industrial Revolution that has emerged in the past several decades. It builds upon the foundation of the digital revolution, but with a whole new level of interconnectedness through the use of IoT, or the Internet of Things. Machine to machine communication, or M2M, alongside the IoT allows for self-monitoring smart machines that can assess and diagnose without human intervention.
This new wave of smart manufacturing uses access to real-time data to boost productivity and output, increasing efficiency and creating the foundation of what we are calling “Smart Factories. "Mastering the Fourth Industrial Revolution" was the theme of the 2016 World Economic Forum annual meeting in Davos, Switzerland. The week-long conference was attended by international business executives, investors, government officials, scientists, Nobel laureates, and journalists. The meeting consolidated the latest thinking about digitalization of industry and highlighted the transformative potential of the internet of things, cyber-physical systems, and artificial intelligence. It also legitimized the idea of smart factories, where machines, people, and processes are interconnected, augmented by advanced analytics and intelligent algorithms.
Where are We in Completing the Vision of a Smart Factory?
What has happened since Davos in 2016? Over the past half-decade or so, industrial and manufacturing companies around the world have been investing in digitalization of manufacturing. New budgets for digital transformation have been created. New information technology departments and teams have been established. The topic of digitalizing manufacturing has truly gone mainstream, becoming a featured topic in the annual report of most large and mid-sized industrial companies.
One example of the benefits of smart factories is preventative and predictive maintenance. Organizations constantly analyzes machine data and compare it with past patterns. That allows them to identify the conditions under which problems usually occur and carry out servicing work before expensive downtime are caused by machine failure. One example is the BASF plant in Ludwigshafen: BASF has developed an early-warning system to enable better planning of maintenance for production plant, pumps, engines, and heat exchangers. Downtime has been reduced dramatically and the productivity of the plant has increased by over 20%.
The global smart city market is expected to grow in terms of revenue from an estimated $129 billion in 2021 to $241 billion in 2025
Volkswagen is pursuing another exciting approach: In an Industry 4.0 project, it uses RFID (radio frequency identification) technology to capture data from components in test vehicles faster. The components are already fitted with RFID chips by the suppliers. When the vehicles are tested, engineers can identify the installed prototype parts effortlessly and display detailed information they need for development. They thus have the right information at the right place and at the right time.
So where are we now. Forbes suggests there are 4 stages to reaching the vision of the smart factory or the industrial revolution 4.0:
We just provided one many examples of Real-Time Predictive Maintenance so is the vision now a reality? Our own Hitachi Vantara suggests its just getting started, particularly with the use of big data, predictive analytics and IoT. For example, Vantara is helping manufacturers create “digital twins” to minimize errors in bringing new products to market. In addition, the global smart city market is expected to grow in terms of revenue from an estimated $129 billion in 2021 to $241 billion in 2025, according to data from Statista.
A digital twin can be described as a digital replica designed to accurately reflect a physical object or process. In the manufacturing and engineering industries, its purpose is to allow teams to simulate how new solutions or processes will work in the real world, and how they might impact associated operations. Because the digital twin should follow the same electro-mechanical laws as in the real world, teams can make an informed judgement as to how the product or solution will function well into the future, effectively reducing risk and accelerating the time taken to deploy the solution or bring it to market.
How Will IT Security Teams Defend the Expanding Attack Surface?
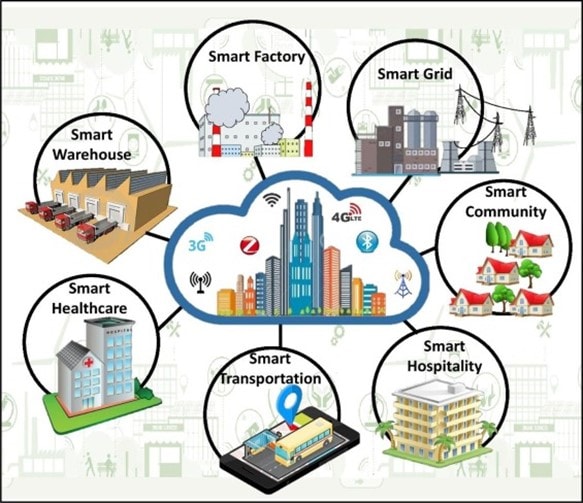
Overall, IoT and the new technologies that will be a part of Smart Cities will improve the quality of our lives. However, the use of any technology raises new issues and challenges. In a smart city as we have seen, the vulnerable action of an individual or organization can put the entire city at risk. Due to the reliance of various components of smart cities on information and communication technology, cyber-security challenges (such as information leakage and malicious cyber-attacks) can impact a smart city dramatically.
CIOs, CTOs, and other IT leaders must be aware of the solutions cities are selecting and make sure security is baked into them from the start. They must work proactively to understand how their vendors are encrypting data and ensuring there is multifactor authentication for network access control for example.
The first priorities in such exercises should be to conduct an audit of the city’s networked devices, perform a gap analysis to determine where security holes might exist and then establish an ongoing threat mitigation strategy with continuous support from third parties if necessary. As we saw from the ubiquitous nature of the Log4j / Log4 Shell vulnerability, patching vulnerable, high value assets is critical.
Conclusion
We will provide additional detail into how manufacturers and cities should defend themselves from Cyber-attacks; after all we are a security provider. However, we wanted to dig into the definition of a Smart City and the Industrial Revolution 4.0 and its impact on various industries prior to explaining all of the security challenges and the solutions that we think should be in place to protect the organizations and cities.
We’ll even discuss how security doesn’t need to be an impediment; in fact, security done correctly and integrated from the start IT security teams will actually facilitate deployment and enhance the economic value of digital transformation.